
GUARDUS Solutions AG
Veröffentlichung VDMA Einheitsblatt 66412 Teil 2
Effizientes Handeln und prozessorientiertes Denken mithilfe von Manufacturing Execution Systems (MES)
Nach der Veröffentlichung des VDMA Einheitsblatts 66412 Teil 1 – einer Leitlinie für standardisierte, technische MES-Kennzahlen – hat der DIN-Arbeitskreis "NA 060-30-05-03" nun den zweiten Teil seiner MES-Roadmap in ein neues Einheitsblatt gegossen. Das VDMA Einheitsblatt 66412 Teil 2 stellt Unternehmen der Industrie ein relationales Wirkmodell für die in Teil 1 definierten Key Performance Indicators (KPI) zur Verfügung. Mithilfe dieses transparenten Modells sind Unternehmen noch effizienter in der Lage, abteilungsübergreifende und prozessorientierte Analysenmethoden zur kontinuierlichen Prozessverbesserung und Steigerung der Produktionseffizienz zu etablieren. Andreas Kirsch, Leiter des DIN-Arbeitskreises MES und Co-Convenior ISO TC 184/SC5/WG9: "Kennzahlen stehen über ihre zugrunde liegenden Parameter in Beziehungen zueinander. Über eine Kennzahlenmatrix sowie über Beziehungsdiagramme zeigt das neue Wirkmodell zum einen auf, wie die Abhängigkeiten zwischen den KPI und ihren Faktoren untereinander inhaltlich und organisatorisch wirken. Zum anderen beschreibt das Wirkmodell, welche Konsequenzen eine einzelne, veränderte Einflussgröße auf verschiedenste KPI hat, die vielleicht auf den ersten Blick nur wenige Zusammenhänge aufweisen".
Das VDMA Einheitsblatt 66412 Teil 1 beschreibt jene Kennzahlen, die eine MES-Anwendung auf einer einheitlichen Datenbasis per Definition zu liefern hat. Somit sind erstmals einheitliche und vor allem zuverlässige Leistungs- und Qualitätsvergleiche zwischen Werken, Ländern oder auch Herstellern möglich. Die Wirkmodelle des jetzt veröffentlichten VDMA Einheitsblatts 66412 Teil 2 geben Auskunft darüber, wie die definierten Kennzahlen über ihre Einflussgrößen in Beziehung stehen und aufeinander wirken.
Kennzahlenaufbau – Die Basis für bereichsübergreifende Analysen
Ein zentrales Element des Wirkmodells ist der Kennzahlenaufbau. Er stellt die KPI und deren erforderliche Faktoren in einer Matrix dar. Dabei unterteilt die Matrix alle Einflussgrößen (Faktoren) in ihre Zugehörigkeit: Plan- und Ist-Zeiten, logistische Mengen sowie Qualitätszahlen. Liegen nun Kennzahlen außerhalb ihrer Zielwerte kann im Zuge der Ursachenanalyse genau abgeleitet werden, welche Ausgangsfaktoren in einer KPI zusammenspielen und ob diese Parameter auch in anderen KPI zum Tragen kommen. "Diese Verbindungen sind sowohl bei der Detailanalyse als auch bei der Umsetzung von bereichsübergreifenden Maßnahmen entscheidend. Denn was auf der einen Seite Verbesserungen mit sich bringt, kann für einen anderen Bereich negative Folge haben", beschreibt Andreas Kirsch das Abhängigkeitsgefüge. Ein Beispiel: Sinkt die logistische Einflussgröße "produzierte Menge" ab, gibt die Matrix Auskunft darüber, auf welche KPI sich dieser Faktor auswirkt. Fünf MES-Kennzahlen werden durch die "produzierte Menge" beeinflusst: Durchsatz, Effektivität, Qualitätsrate, Ausschussquote und Nacharbeitsquote. Zu dieser Grundaussage gesellt sich die bereichsübergreifende Prozesssicht des Kennzahlenaufbaus. Läuft etwa eine Produktionsanlage langsamer, so kann sie eventuell eine höhere Qualitätsrate erreichen – die Gutmenge steigt also im Verhältnis zur produzierten Menge an. Doch die Produktionskennzahl Effektivität verlangt eine hohe produzierte Menge im Verhältnis zur Hauptnutzungszeit beziehungsweise zur Produktionszeit je Einheit. Nun müssen Qualitäts- und Produktionsverantwortliche beide Kenngrößen (Qualitätsrate und Effektivität) in ein effizientes Gleichgewicht bringen, da sie sich durch den Faktor "produzierte Menge" gegenseitig bedingen.
Verständliche Wirkmodelle
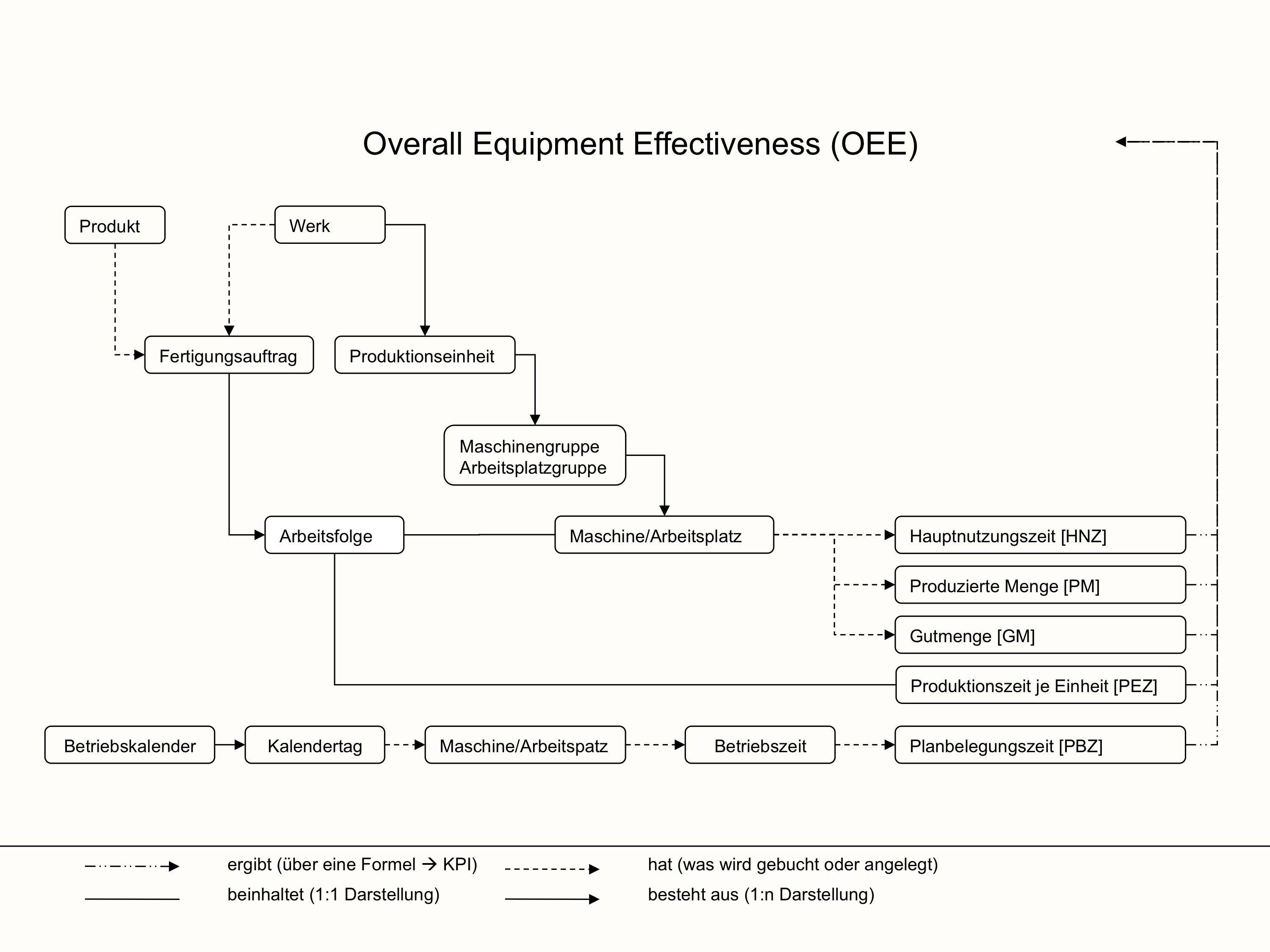
Das zweite Element des neuen VDMA Einheitsblatts 66412 Teil 2 ist die hierarchisch strukturierte, einfach lesbare Darstellung der KPI-Einflussgrößen. Die Diagramme beschreiben dabei die organisatorischen Bezüge innerhalb einer KPI. Für ein besseres Verständnis der Abbildungen sorgt deren Lesbarkeit anhand einer "sprechenden Legende". Sie spiegelt das organisatorische Zusammenwirken der einzelnen Wertschöpfungselemente eines Unternehmens (Mitarbeiter, Produktionseinheit, Maschine, Werk, Fertigungsauftrag etc.) exakt wider. Ein Beispiel-Diagramm für den Index Overall Equipment Effectiveness (OEE): Ein Produkt "hat" einen Fertigungsauftrag, welcher aus Arbeitsfolgen "besteht". Die Arbeitsfolge "beinhaltet" zum einen Maschinen beziehungsweise Arbeitsplätze, die folgende Faktoren "haben bzw. buchen": Hauptnutzungszeit, produzierte Menge und Gutmenge. Zum anderen "beinhaltet" die Arbeitsfolge den geplanten Faktor "Produktionszeiten je Einheit". Hinzu kommt der Betriebskalender. Er "besteht" aus Kalendertagen. Jeder Kalendertag "hat" zugeordnete Maschinen beziehungsweise Arbeitsplätze. Letztere "haben" Betriebszeiten mit Planbelegungszeit. Zu guter Letzt: Die fünf Faktoren Hauptnutzungszeit, produzierte Menge, Gutmenge, Produktionszeit je Einheit sowie Planbelegungszeit "ergeben über eine Formel" den OEE Index – zu deutsch: die Gesamtanlageneffizienz.
Von der kumulierten Kennzahl zum einzelnen Messwert und zurück
Anhand der detaillierten Wirkmodelle lässt sich die Analyse von KPI-Faktoren gezielt auf einzelne organisatorische Elemente einschränken. Beispiel Qualitätsrate – ein Bestandteil des OEE-Indexes: Ist die Qualitätsrate außerhalb der Toleranz, kann der Anwender die betroffenen Einflußgrößen produzierte Menge und Gutmenge gemäß des KPI-Diagramms in Bezug zu einer Maschine analysieren, oder auch zu einer Arbeitsfolge (Drehen, Fräsen, Bohren etc.), zu einem Fertigungsauftrag oder kumuliert zu einem Produkt über den Zeithorizont. Ein weiteres Vertiefen der Zusammenhänge (drill-down) ergibt die Verbindung der Maschine zu der KPI Prozessfähigkeitsindex. Das KPI-Diagramm dieses Indexes zeigt den organisatorischen Bezug von Maschine/Arbeitsplatz zu einem Prüfauftrag und dessen Merkmalen mit Spezifikationsgrenzen. Das Ergebnis: Der Anwender kann den direkten Bezug eines einzelnen Messwertes bis hin zu einer stark kumulierten KPI wie dem OEE-Index nahtlos und anschaulich nachvollziehen. Ergo: Um eine gute OEE-Kennzahl zu erhalten, muß der Anwender unter anderem die Prozessfähigkeit im Auge behalten.
Das neue VDMA Einheitsblatt 66412 Teil 2 steht unter folgendem Link zur Verfügung: http://www.vdma.org/wps/portal/Home/de/Datenbanken/VDMAEinheitsblaetter
Weitere Informationen:
Andreas Kirsch
Leiter des NA DIN Arbeitskreise MES
und Co-Convenior ISO TC184/SC5/WG9
GUARDUS Solutions AG
Postgasse 1 – 89073 Ulm
Tel.: +49 731 88 01 77 0
Fax: : +49 731 88 01 77 29
Presse- und Öffentlichkeitsarbeit:
Monika Nyendick – Press’n’Relations GmbH
Magirusstrasse 33 – D-89077 Ulm
Tel.: +49 731 96 287 30
Fax: +49 731 96 287 97
mny@press-n-relations.de
www.press-n-relations.de
Zu den Mitgliedern des DIN Arbeitskreises MES NA 060-30-05.3, zählen u.a. folgende Unternehmen und Organisationen: Continental AG, GBO Datacomp GmbH, GFOS mbH, GUARDUS Solutions AG, iTAC Software AG, MFP Messtechnik und Fertigungstechnologie GmbH, MPDV Mikrolab GmbH, Seidenader Automation GmbH & Co. KG, Siemens Product Lifecycle Management Software GmbH, PSI Production GSI mbH sowie der Verband Deutscher Maschinen- und Anlagenbau e.V. (VDMA). Namensnennung in alphabetischer Reihenfolge
| Copyright © 2026 Press'n'Relations |

|